
")
A Trane posiciona-se como líder de sistemas de produção centralizada no mercado nacional, sendo desde há muito número 1 em quota de mercado em alguns dos segmentos mais representativos, com shares acima de 50%. E número 2 nos restantes segmentos onde está presente. A indústria alimentar é uma das áreas onde a empresa tem, e continuará a fazer, investimentos significativos e, segundo Francisco Augusto, Diretor-Geral da Trane Portugal, um setor onde se podem obter ganhos energéticos enormes, sendo por isso, um desafio do presente.

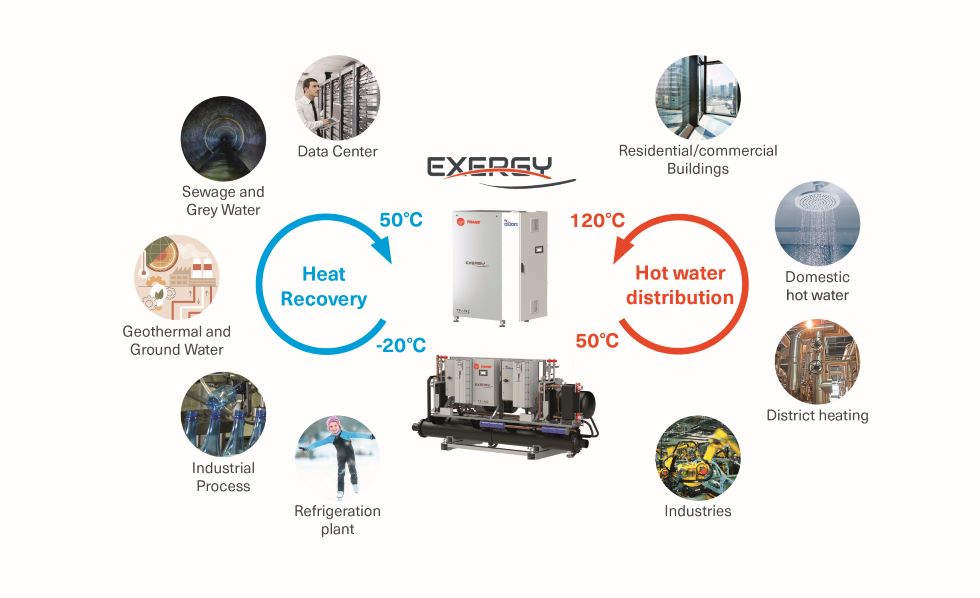
O core business da Trane sempre foi o mercado industrial, focado na indústria onde era necessária a aplicação de temperatura média como: plásticos, farmacêutica, automotiva, adegas, data centers, etc. Há cerca de 3 anos entramos na produção de água muito quente para aplicações industriais (120°C) que nos abriu todo um novo leque de clientes que dependem de aquecimento e que, até há pouco tempo, só podiam recorrer ao aquecimento proveniente de equipamentos consumidores derivados de combustíveis fósseis. Mais recentemente entramos também na produção de água glicolada muito gelada a que chamamos ‘Deep freezing’. Com esta nova aquisição, a Trane pode chegar a clientes onde não estava, e que muitos deles têm a dupla necessidade tanto de aquecimento industrial a 100..110...120ºC como de glicol a -20...-30ºC, como é o caso matadouros e o setor de laticínios e seus derivados. Assim, neste momento, podemos estar em variadíssimos clientes na indústria alimentar onde podemos, simultaneamente, aquecer e arrefecer diversos processos industriais.
Neste momento de grande preocupação ao nível da dependência do gás e redução das emissões, todos temos o compromisso de junto das indústrias trabalhar no sentido de mitigar e minimizar a dependência destes combustíveis fosseis e ajudá-los na redução do consumo do gás assim como nas emissões de C02.
Com a possibilidade de eletrificar o aquecimento com bombas de calor industriais de alta temperatura, existe uma alternativa real mais económica e sem emissões para a indústria.
No lado da produção de glicol de baixa temperatura, temos chillers a amoníaco que podem chegar a temperaturas muito baixas na casa dos -30°C. Têm a vantagem de serem de produção em série, standardizados, sem montagem em obra, testados e reproduzidos vezes sem fim o que lhes confere uma fiabilidade e qualidade incomparável. As unidades vêm de fábrica completas, é apenas necessário fazer as normais ligações hidráulicas e elétricas.
Não são projetadas nem montadas no local como nos sistemas tradicionais, ficando o cliente dependente de uma empresa ou no limite de uma única pessoa que montou e desenhou a unidade, que é única! Creio que é uma situação que desagrada a qualquer cliente. A solução será sempre comprar uma unidade fabricada em série onde o “know how” está espelhado na documentação técnica fornecida com as unidades e disponível ao “público”. No nosso caso são unidades standardizadas onde todo o serviço pós venda é muito mais fácil e barato com os procedimentos de manutenção, reparação, desenhos das unidades, esquemas elétricos, peças que venham a ser necessárias de fácil acesso ao cliente.
Os clientes podem simplesmente trocar caldeiras por bombas de calor, é sabido há muito tempo que as bombas de calor são mais eficientes que as caldeiras com gastos energéticos muito mais baixos. Temos casos de retorno de investimento em menos de um ano. A limitação era a capacidade de ultrapassar os 80°C.
Por outro lado, a eficiência declarada é real já que as unidades são testadas em laboratório sempre na premissa 'Fazemos o que dizemos e Dizemos o que fazemos'.
No caso da produção de Glicol, não se pode comparar a eficiência de uma máquina projetada e montada no local sem qualquer teste feito em laboratório e sem certificação. Ninguém pode garantir qual o rendimento de uma unidade destas antes e depois da assemblagem dos diversos componentes em obra.
A área da Pasteurização é um exemplo claro onde podemos ser muito úteis, baixando drasticamente a fatura e até simplificando o sistema existente nas explorações.
Dependendo do processo de pasteurização em questão podemos, com apenas uma unidade, fazer a água quente para a pasteurização e no lado ‘frio’ da unidade produzir água gelada para o processo de arrefecimento dos produtos.
No caso de sistemas mais ‘radicais’ com temperatura de água mais alta para baixar os tempos de produção, temos soluções em cascata. Com este tipo de soluções significa que podemos produzir a água gelada para o arrefecimento do produto, e de forma grátis produzida por essa mesma unidade, podemos alimentar a fonte fria da bomba de calor de alta temperatura que fará o boost para 110...120°C no lado da água quente. Cada caso é um caso, mas temos soluções, têm de ser analisadas para a aplicação em questão.
Vamos investir fortemente nesses setores da indústria alimentar, estamos a contratar profissionais nessas áreas, quer a nível comercial para ajudar os clientes na tomada de decisão, como a nível técnico para estarmos preparados para o mercado da muito Alta e da muito Baixa temperatura.
Felizmente já temos muita experiência nestes setores, onde temos instaladas dezenas de unidades tradicionais. O que temos de fazer é dar o passo seguinte e ajudar os clientes a serem mais competitivos aplicando soluções inovadoras.
A indústria alimentar é um mercado onde se pode fazer muito pela eficiência energética e consequentemente descarbonizar. Tradicionalmente a indústria alimentar recorre a soluções ‘clássicas’, como caldeiras para aquecimento e instalações a amoníaco ‘feitas à medida’ na produção de glicol a baixa temperatura. Temos, no lado dos fabricantes, produtos inovadores. Fazer chegar a mensagem de que podem fazer melhor e com ganhos energéticos enormes é o desafio. Penso que existe uma lacuna grande nesta indústria, onde os profissionais não sabem que existem todas estas novas tecnologias que os podem fazer ficar muito mais competitivos. Quem não as abraçar terá de enfrentar competidores que se vão tornar mais eficientes porque simplesmente deram estes passos.
“Tradicionalmente a indústria alimentar recorre a soluções ‘clássicas’, como caldeiras para aquecimento e instalações a amoníaco ‘feitas à medida’ na produção de glicol a baixa temperatura. Temos, no lado dos fabricantes, produtos inovadores. Fazer chegar a mensagem de que podem fazer melhor e com ganhos energéticos enormes é o desafio”


28/04/2025

14/04/2025
ialimentar.pt
iAlimentar - Informação profissional para a indústria alimentar portuguesa
